Nitreg®-C is a nitrocarburizing process that involves the diffusion of carbon and nitrogen into the steel surface simultaneously. The purpose of this treatment is to create a hardened superficial layer, enhancing wear and corrosion resistance, or improved fatigue resistance of treated steel or cast-iron parts, without distortion of shape or dimensional changes. In order to maintain a proper concentration of nascent nitrogen and carbon at the surface of metal, Nitreg®-C technology utilizes the Nitriding and Carburizing Potentials (KN and KC) control concept.
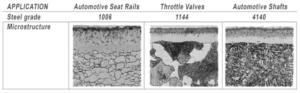
Example of various porosity levels achieved through KN control